Kunshan Jiahexiang Electronic Materials Co., Ltd
专业的设备、优惠的价格、完善的售后服务来赢得用户的信任
咨询热线:153121585160512-50131756
Honors and qualifications
咨询热线:
0512-501317569001 English
9001 Chinese version
14001 English
14001 Chinese version






模切是一种加工技术,其原理是利用冲头在模具中来压痕加工产品。在传统意义上,模切是印刷包装材料模内冲孔和压痕加工的总称。
随着电子产品的不断兴起和发展,模切从传统意义上的包装印刷材料模切发展成为高精度的软性产品,如胶粘剂、泡沫、网孔、导电材料等。
现在,模切不仅仅限于电子或印刷业。如今,所有能使用平面模切机或圆刀模切机进行自动冲孔和压痕成形的产品都被认为是模切行业的产品,它涉及的已经不仅仅是电子印刷业。
在生产中,我们会遇到各种各样的模切产品,但普通的模切产品根据用途和结构可以分为以下几类:
1.胶类:一般来说,双面胶纸只有一面带胶的纸,形状和胶水一样;有一张没有带胶的纸,形状比胶水形状大;还有一整张带胶纸直接夹在两张纸中间,与原纸分开,材料有纸和pet,还可以根据客户要求选择分离力。
2.胶+网:主要用于防尘、防水。将网纱模切成所需形状,粘贴所需形状的双面胶带供客户使用,一般采用网+胶+衬纸的形式。根据不同的需要,选用不同特性的丝网纱,包括防水、不防水以及镀金属等。
还有一些常见的形式:面纸+胶水+丝网纱+衬纸。这种产品既有丝网纱的防尘功能,又有双面胶带的粘贴功能。
3.橡胶+泡沫:主要用于防震。也就是说,泡沫和胶水被覆盖在一起,模具被切割成所需的形状。一般形式为:泡沫+胶水+衬纸;还有另一种形式:衬纸+泡沫+胶水+衬纸。该产品具有防震和双面胶所具有的双重功能。
根据泡沫的种类,它也会发挥不同的作用,但这些产品大多用于电子和数码产品的加工和组装,以及广告、电子路标和led板的粘接和固定。
4. 胶+泡沫+胶+网:一般形式为:网+胶+泡沫+原纸。主要起防水、防尘、防震作用,或将电子元器件与外壳粘在一起,不脱落、不移位。
这种产品的主要功能是保护装饰产品不受损坏。其中一些对美学要求很高。然而,当今一些复杂的电子产品需要密集的网状沙眼,这些沙眼很小,需要更高的数据和精确度。
5.保护膜:主要用于贴在其他产品的表面,如镜片上进行保护。这种产品对外部要求非常严格,不允许有划痕和污垢。
一般根据不同的使用方式和要求选用不同的保护膜材料。常用的材料有Nitto 7568、p1020、hr6030等,有些产品贴在其他产品上,在流通过程中使用,起到保护作用。一般来说,它会在下一个环节或过程中被撕掉。有些保护膜直接贴在成品上,例如手机保护膜,这种保护膜生产要求更高。
6. 胶水+无纺布:能起到防尘防水的作用。常用的材料有:3m9448等,具有良好的初始粘度和保持粘度,易模切加工,稳定性好,对塑料、橡胶和粗糙表面具有良好的粘度;在高温下具有良好的保持力,可根据胶带的不同颜色分为白胶和黑胶。广泛应用于汽车、数码相机、液晶、电视、PDA、笔记本等领域。
7.其他类型:如导电布、铜箔、铝箔等,主要起屏蔽和导电作用。这种模切产品用于热源和散热器之间。通过去除热源与散热器之间的空气,使电子设备的热量分布更加均匀,提高散热效率。一般来说,各种导热界面材料都需要具有良好的导热性和表面润湿性。
所以说现在的模切机器完全可以用来做很多材料的加工,并不单单局限于一种材料,而且使用机器全自动生产加工成本也比较低,如果您近期想创业不知道选什么项目的话,可以试试圆刀模切机加工材料,绝对是一个不错的选择。

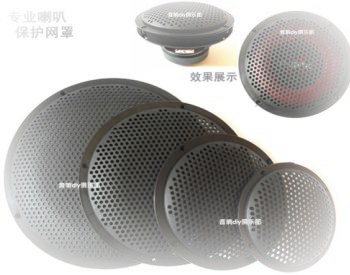
喇叭网的材质分为很多种,有金属类和塑胶类,除了金属的之外,塑胶类也可以分为多种,有PV,PVC,PS等类型的产品,不同的塑胶材质,其特点是不一样的,有些的特点是强度高,耐热性一般,有些则是耐热性好,强度一般。本文介绍的PS喇叭网,它的特点又是怎么样的呢?可以抵御到多少的温度呢?
PS喇叭网的材质硬度一般,不属于非常强硬的产品类型,这不是聚苯乙烯的特点,聚苯乙烯的特点是耐热性好,适合用于要抵御中温的产品设计上,不用高音喇叭和音响设备,其效果是最好的,还有一个特点就是,它是无色的透明形状,造型大气得体。
需要PS喇叭网的朋友,可以与我们联系,我们是专业生产各种喇叭网的企业,品质在国内数一数二,价格合理,我们的产品经过多道严谨工艺打造而成,品质上乘。

涉及触摸屏技术领域,尤其是涉及一种导电网格式触摸感应层的制作装置及制作方法和应用。
背景技术:
金属网格(metalmesh)是通过微加工技术在基底上形成的导电网格,其具有导电性能好、透光率高和抗干扰能力强等优点,目前已有将金属网格技术应用于触摸屏的制造。传统的用于金属网格制作的微加工技术包括黄光制程、压印、丝印和打印等方式。其中,黄光制程主要用于铜、镍、银等纯金属导电物;压印和丝印类工艺主要用于银浆等混合导电物;打印方式主要用于混合导电物、漆包线等。在上述多种方式中,以打印类最为容易且成本低。但目前打印的金属网格主要使用漆包线铺设在带胶的基底上,利用胶的粘性将导电材料粘贴在基底上,并且该技术一般只适合在薄膜基底上制作,存在一定的局限性及结构限制性。此外,在可靠性上,因为两层导线需要对贴,目前技术存在一些短路风险,绝缘性不足。
技术实现要素:
基于此,有必要提供一种适用范围广且可靠性高的导电网格式触摸感应层的制作装置及制作方法和应用。
一种导电网格式触摸感应层的制作装置,包括打印铺设头,所述打印铺设头的内部具有裹胶腔,所述裹胶腔用于盛放绝缘胶液,所述裹胶腔具有出线孔,待打印铺设的导线能够伸入所述裹胶腔内,所述裹胶腔用于使所述绝缘胶液包裹所述导线,所述出线孔用于供包裹有所述绝缘胶液的所述导线引出。
在其中一个实施例中,所述出线孔位于所述裹胶腔的底部且所述裹胶腔的底部呈锥形;
所述裹胶腔的顶部设有加压口,所述导线能够从所述加压口伸入所述裹胶腔内。
在其中一个实施例中,所述出线孔的内径与所述导线的外径之差不大于500μm。
在其中一个实施例中,所述导电网格式触摸感应层的制作装置还包括导线卷轴、加压装置和/或驱动装置;
其中,所述导线卷轴用于卷绕导线,所述导线卷轴位于所述打印铺设头的上方;
所述加压装置用于对所述裹胶腔内施加气压以使绝缘胶液从所述出线孔流出;
所述驱动装置与所述打印铺设头连接以驱动所述打印铺设头以预设的速率和/或预设的路径运动。
一种导电网格式触摸感应层的制作方法,包括如下步骤:
在待打印铺设的导线的表面包裹一层绝缘胶液;
控制包裹有所述绝缘胶液的所述导线以预设的路径和/或预设的速率铺设在衬底上;
固化所述导线表面的所述绝缘胶液,在所述衬底上形成第一导电网格,所述导线通过固化的所述绝缘胶液与所述衬底粘接且由固化的所述绝缘胶液包裹绝缘。
在其中一个实施例中,在所述导线的两端部也包裹有所述绝缘胶液。
在其中一个实施例中,所述导电网格式触摸感应层的制作方法还包括在所述第一导电网格上继续制作与所述第一导电网格粘接且绝缘的第二导电网格,或在另一衬底上制作第二导电网格并将设有所述第二导电网格的衬底与设有所述第一导电网格的衬底相对放置的步骤。
一种ogs触控组件的制作方法,包括如下步骤:
在待打印铺设的导线的表面包裹一层绝缘胶液;
控制包裹有所述绝缘胶液的所述导线以预设的路径和/或预设的速率铺设在待制作感应层的盖板玻璃的丝印面上;
固化所述导线表面的所述绝缘胶液,在所述盖板玻璃上形成第一导电网格,所述第一导电网格的所述导线通过固化的所述绝缘胶液与所述盖板玻璃粘接且由固化的所述绝缘胶液包裹绝缘;
控制包裹有所述绝缘胶液的所述导线以预设的路径和/或预设的速率铺设在所述第一导电网格上;
固化铺设在所述第一导电网格上的所述导线表面的所述绝缘胶液,在所述第一导电网格上形成与所述第一导电网格粘接且绝缘的第二导电网格,即得。
一种ogs触控组件,包括盖板玻璃、第一导电网格和第二导电网格,所述第一导电网格直接设在所述盖板玻璃的丝印面上,所述第二导电网格直接设在所述第一导电网格上,所述第一导电网格和所述第二导电网格均由表面包裹有绝缘胶液的导线沿预设的路径延伸形成,且所述第一导电网格通过固化的所述绝缘胶液与所述盖板玻璃粘接,所述第二导电网格通过固化的所述绝缘胶液与所述第一导电网格粘接且绝缘。
在其中一个实施例中,所述ogs触控组件的尺寸不小于21.5英寸。
本发明的导电网格式触摸感应层的制作装置在使用时,打印铺设头的裹胶腔内盛放有绝缘胶液,待打印铺设的导线经过裹胶腔时,绝缘胶液会包裹住导线。当将包裹有绝缘胶液的导线从出线孔引出至衬底上时,绝缘胶液会包裹着导线顺延一同挤出。被绝缘胶液包裹的导线接触衬底后,会黏附于衬底表面。利用绝缘胶液的粘性以及打印铺设头的移动,可以产生对导线的拉力,将导线不断拉下从出线孔释放,并最终固定在衬底的表面。由于绝缘胶液固化后即可形成绝缘层,因而在衬底上形成的导电网格具有绝缘特征,在与其他层的金属网格重叠时,不管是单衬底还是双衬底两层金属网格重叠的节点不会发生短路,绝缘性都很好。
本发明的导电网格式触摸感应层的制作装置及制作方法无需在衬底上预设专用的胶层来固定导线,可以铺设在多种不同材质、结构和形状的衬底上,具有适用范围广、操作简单等优点。
尤其是,传统的中大尺寸产品(如21.5寸以上)仅gff(glass+film+film,玻璃加双薄膜衬底)及gg(glass+glass,双片玻璃衬底)结构方式能够支持,无法使用ogs(oneglasssolution,单玻璃)方案,也即传统的ogs触控产品难以制作成大尺寸或者制成的大尺寸ogs触控产品成本非常高,而通过使用与本发明的导电网格式触摸感应层的制作方法相似的方法,采用打印铺设的方式,对于中大型尺寸的器件的制作,不受限制,并且使用能够直接包裹绝缘胶液的导线作为导电元件,对于大尺寸的支持,性能比纳米银或ito(氧化铟锡)更优。由于采用打印铺设导线的方式,成本远比压印金属网格及黄光金属网格便宜,且无需衬底制作,也无需预涂绝缘胶,制作成本更低。此外,采用打印铺设的方式制作,也没有污染(黄光制程)物产生,无需复杂的生产设备,生产效率高。
使用本发明的导电网格式触摸感应层的制作装置可以解决传统的ogs结构无法制作大尺寸的限制以及成本高的缺陷,因而本发明的制作装置可广泛推广应用在ogs等各类触控产品的制作领域。
附图说明
图1为本发明一实施例的导电网格式触摸感应层的制作装置结构示意图;
图2为使用本发明的制作方法制作的金属网格导线与导线之间的绝缘接触示意图;
图3为一实施例制作的ogs触控组件的结构示意图。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
如图1所示,本发明一实施例的导电网格式触摸感应层的制作装置10具有打印铺设头100。打印铺设头100的内部具有裹胶腔102。裹胶腔102用于盛放绝缘胶液20。裹胶腔102具有出线孔104。待打印铺设的导线30能够伸入裹胶腔102内包裹绝缘胶液20,包裹有绝缘胶液20的导线30能够从出线孔104引出。
在图1所示的具体示例中,出线孔104位于裹胶腔102的底部。整个裹胶腔102的底部呈锥形,且锥底的尺寸较小,以便于流出绝缘胶液20。裹胶腔102的顶部设有加压口106。加压口106用于与加压装置连接,以对裹胶腔102内的绝缘胶液20施加气压,促使其从出线孔104不间断流出,保证绝缘胶液20包裹导线30的连续性和均匀性。此外,裹胶腔102还具有补胶孔,以用于实时向裹胶腔102内补充绝缘胶液20。
出线孔104的内径大于导线30的外径,例如,在一具体示例中,出线孔104的内径与导线30的外径之差不大于500μm。对于油漆类的绝缘胶液,该内外径之差可以较小,如20~100μm,对于uv固化胶等类的绝缘胶液,该内外径之差一般较大,如200~500μm,因此该内外径之差可以依据实际效果适当调整,一般在20~300μm比较佳。该内外径之差需要控制合理,这样可以使出线孔104不至于开口太大而导致漏液,并且可以进一步提高绝缘胶液20包裹导线30的连续性和均匀性。
进一步,在一个具体示例中,导电网格式触摸感应层的制作装置10还包括导线卷轴200。导线卷轴200位于打印铺设头100的上方,用于卷绕导线30。通过导线卷轴200卷绕导线30,可避免导线30缠结在一起,保证后续打印铺设的稳定性。
更进一步,在一个具体示例中,导电网格式触摸感应层的制作装置10还包括加压装置。加压装置用于对裹胶腔102内施加气压以使绝缘胶液20从出线孔104流出。加压装置可以是各类鼓风或吹风装置等,如可以与裹胶腔102的顶部加压口106对接,以从绝缘胶液20的上方对其进行施压。
再进一步,在一个具体示例中,导电网格式触摸感应层的制作装置10还包括驱动装置。驱动装置与打印铺设头100连接以驱动打印铺设头100以预设的速率和/或预设的路径运动。驱动装置可以是各类可以实现在至少二维平面内运动的机构,如可以通过步进电机与传动带机构带动运动,或者通过步进电机、丝杆传动结构带动精密运动等。
本发明一实施例还提供了一种导电网格式触摸感应层的制作方法,其包括如下步骤:
在待打印铺设的导线的表面包裹一层绝缘胶液;
控制包裹有绝缘胶液的导线以预设的路径和/或预设的速率铺设在衬底上;
固化导线表面的绝缘胶液,在衬底上形成第一导电网格,导线通过固化的绝缘胶液与衬底粘接且由固化的绝缘胶液包裹绝缘。
在对导线包裹绝缘胶液时,在导线的两端部也包裹有绝缘胶液。
进一步,该导电网格式触摸感应层的制作方法还包括在第一导电网格上继续制作与第一导电网格粘接且绝缘的第二导电网格,或在另一衬底上制作第二导电网格并将设有第二导电网格的衬底与设有第一导电网格的衬底相对放置的步骤。
下面使用上述提供的导电网格式触摸感应层的制作装置10示例性地进一步展示上述导电网格式触摸感应层的制作方法的具体方案。
请参图1,使用上述导电网格式触摸感应层的制作装置10的制作方法包括如下步骤:
步骤一:在裹胶腔102内加入绝缘胶液20,将待打印铺设的导线30经由裹胶腔102从出线孔104引出至待制作感应层的衬底40上。
本实施例所述的绝缘胶液20可以是各类紫外固化胶液、红外固化胶液或可自然固化胶液等,如uv(紫外)固化亚力克胶、绝缘油墨等等。
本实施例所述的导线30可以是漆包线或裸导线(不具有绝缘层包裹的导线),其中漆包线自身就具有绝缘层包裹,绝缘性能更优。导线30的导电材质可以是金属(如铜、银等,优选铜)或者混合导电物(如银胶、碳胶等)。导线30的直径在20μm以下。由于导线的电阻与直径成反比,为保证产品满足电压降在合适的范围内,又不至于使触控层厚度太厚,影响绝缘胶液的包裹效果,优选的,导线的直径在5~15μm之间,更优选为10nm。
由于本实施例的制作方法无需在衬底40上先预制粘胶层,因而本实施例所述的衬底40可选范围广,如可以是玻璃衬底、pet(polyethyleneterephthalate,聚对苯二甲酸乙二醇酯)衬底、cop(cyclicolefinpolymers,环烯烃聚合物)衬底、pcb(printedcircuitboard,印刷电路板)衬底、pi(polyimide,聚酰亚胺)衬底、pc(polycarbonate,聚碳酸酯)衬底或coc(cyclicolefincopolymers,环烯烃共聚物)衬底等;衬底40的待打印铺设导线的表面可以为平面、曲面或异形表面。
步骤二:控制打印铺设头100以预设的路径和/或预设的速率运动,绝缘胶液20包裹导线30从出线孔104与导线30一并挤出并铺设在衬底40上。
本实施例利用打印铺设头100在衬底40上对导线30进行铺设,可以铺设任意形状。绝缘胶液20在打印铺设头100的内部,当导线30从打印铺设头100往下引出时,绝缘胶液20会包裹着导线30与导线30从出线孔104一同挤出。被绝缘胶液20包裹的导线30与衬底40接触后,会黏附在衬底40的表面,实现将导线30固定在衬底40表面的作用。
在一个具体示例中,导线30通过导线卷轴200放置于打印铺设头100的上方,利用导线30与衬底40接触后,绝缘胶液20的粘性和打印铺设头100的移动可以产生对导线30的拉力,将导线30不断从导线卷轴200上释放下来。
绝缘胶液20是溶液状态,因而当导线30穿过绝缘胶液20后,即被绝缘胶液20包裹。优选的,可通过同步对打印铺设头100内的绝缘胶液20增加气压,即可使绝缘胶液20从打印铺设头100中随导线30不断被挤出,同时也对导线30产生挤出的拉力,进一步促使导线30被挤出。通过控制和调节打印铺设头100的移动速度和/或向裹胶腔102内的施加气压的压力即可控制导线30与绝缘胶液20的挤出速度。
步骤三:待绝缘胶液20固化后在衬底40上形成第一导电网格,导线30通过绝缘胶液20与衬底40粘接且由绝缘胶液20包裹绝缘。
固化的方式可以视绝使用的绝缘胶液20材质类型来决定,如可以使用紫外光固化、红外固化、加热烘干或自然固化等。绝缘胶液固化后形成的粘合物质,可以使导线30与衬底40粘合更加牢固可靠。
导电网格式触摸感应层的制作方法还包括使用制作装置在第一导电网格上继续制作与第一导电网格粘接的第二导电网格,或使用制作装置在另一衬底上制作第二导电网格的步骤。第二导电网格可以使用同样的制作方式直接铺设在绝缘胶液20已固化的第一导电网格上,或者使用单独的另一衬底进行制作。
本发明的导电网格式触摸感应层的制作装置10在使用时,打印铺设头100的裹胶腔102内盛放有绝缘胶液20,待打印铺设的导线30经过裹胶腔102时,绝缘胶液20会包裹住导线30。当将包裹有绝缘胶液20的导线30从出线孔104引出至衬底40上时,绝缘胶液20会包裹着导线30顺延一同挤出。被绝缘胶液20包裹的导线30接触衬底40后,会黏附于衬底40表面。利用绝缘胶液20的粘性以及打印铺设头100的移动,可以产生对导线30的拉力,将导线30不断拉下从出线孔104释放,并最终固定在衬底40的表面。由于绝缘胶液20固化后即可形成绝缘层,因而在衬底40上形成的导电网格具有绝缘特征,如图2所示,在与其他层的金属网格重叠时,不管是单衬底还是双衬底两层金属网格重叠的节点不会发生短路,绝缘性都很好。
本发明的导电网格式触摸感应层的制作装置10及制作方法可适用于多种不同的衬底40,具有使用范围广、操作简单等优点。例如在一个实施例中,提供了一种ogs触控组件的制作方法及ogs触控组件。
具体地,该ogs触控组件的制作方法,可按照但不限于下述步骤进行:
在待打印铺设的导线的表面包裹一层绝缘胶液;
控制包裹有绝缘胶液的导线以预设的路径和/或预设的速率铺设在待制作感应层的盖板玻璃的丝印面上;
固化导线表面的绝缘胶液,在盖板玻璃上形成第一导电网格,第一导电网格的导线通过固化的绝缘胶液与盖板玻璃粘接且由固化的绝缘胶液包裹绝缘;
控制包裹有绝缘胶液的导线以预设的路径和/或预设的速率铺设在第一导电网格上;
固化铺设在第一导电网格上的导线表面的绝缘胶液,在第一导电网格上形成与第一导电网格粘接且绝缘的第二导电网格,即得。
更具体地,该ogs触控组件的制作方法可以使用上述导电网格式触摸感应层的制作装置10,其可包括如下步骤:
在裹胶腔内加入绝缘胶液,将待打印铺设的导线经由裹胶腔从出线孔引出至待制作感应层的盖板玻璃的丝印面上;
控制打印铺设头以预设的路径和/或预设的速率运动,绝缘胶液包裹导线从出线孔与导线一并挤出并铺设在盖板玻璃上;
待绝缘胶液固化后在盖板玻璃上形成第一导电网格,导线通过绝缘胶液与盖板玻璃粘接且由绝缘胶液包裹绝缘;
将待打印铺设的导线经由裹胶腔从出线孔引出至第一导电网格上,控制打印铺设头以预设的路径和/或预设的速率运动,打印后待绝缘胶液固化后在第一导电网格上形成第二导电网格,即得。
制得的ogs触控组件中第一导电网格310与第二导电网格320中的网格线走向大致垂直,如位于下方的第一导电网格310的网格线大致沿x轴延伸,位于上方的第二导电网格320的网格线大致沿y轴延伸。第一导电网格310与第二导电网格320可以分别作为电容屏的驱动层(tx)和感应层(rx)。
通过上述打印铺设的方式制作的一ogs触控组件,其包括盖板玻璃、第一导电网格和第二导电网格,其中,第一导电网格直接设在盖板玻璃的丝印面上,第二导电网格直接设在第一导电网格上,第一导电网格和第二导电网格均由表面包裹有绝缘胶液的导线沿预设的路径延伸形成,且第一导电网格通过固化的绝缘胶液与盖板玻璃粘接,第二导电网格通过固化的绝缘胶液与第一导电网格粘接且绝缘。该ogs触控组件的尺寸优选不小于21.5英寸。
使用本发明的导电网格式触摸感应层的制作装置10可以解决传统的ogs结构无法制作大尺寸的限制以及成本高的缺陷,因而本发明的制作装置10可广泛推广应用在ogs等各类触控产品的制作领域。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。

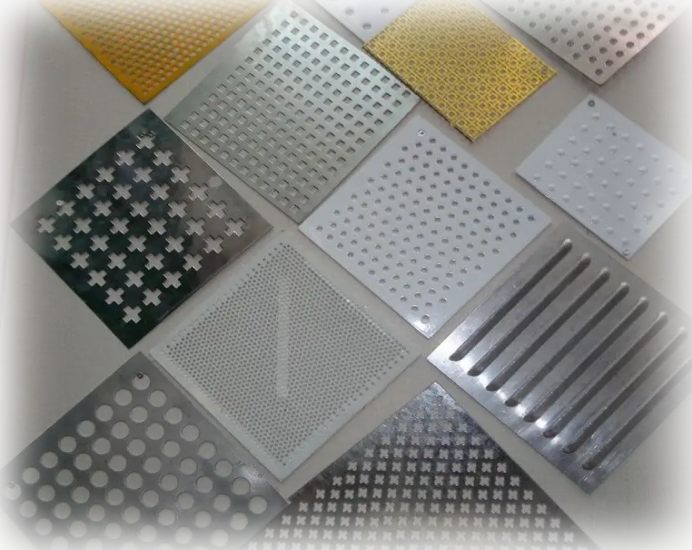
金属网格铝网板以具不燃性,高强硬度坚固,易于维修,功能性强,装饰效果生动,强烈,并能很好的对建筑物结构物起美化、装饰和保护的作用等特点广泛应用于地铁,机场,车站,通道,大型购物广场,展览中心等等以及用于大型设备上。
金属网格铝网板符合国际A级环保要求不含甲醛,无毒,无有害气体释放,使您不必再为装饰后油漆和胶类物质带来的异味及身体伤害而担忧,品质卓越,是高档建筑装饰的首选材料。

Customized die cutting products for you
咨询热线:0512-50131756
立即咨询
冲孔网由于其良好的实用性和它所具备的美学特征而在工业、建筑和设计等各个方面都有着不同的用途,因此,不同的用户对冲孔网的规格、样式等各方面的要求也各不相同,这里,...

冲孔网生产步骤及冲孔网的生产工艺如下: 在冲孔网的开端时要准确的模具设计,一个模具的质量在很大程序上决议了冲孔网产品的...

不锈钢冲孔网材质不锈钢,通俗地说,就是不容易生锈的钢。实际上一部份不锈钢既有不锈性,也有耐酸性(耐蚀性)。 ...

农业 加工处理 农业机械 化工 粮食干燥机 发电 烘烤盘 ...